



耐火制品泥料的制备
更新时间:2023-10-23 关注:214
配料
要使制品具有一定的化学矿物组成和达到一定的致密度,必须将各种原料按不同粒径、一定比例配合在一起制成泥料,泥料质量的好坏很大程度上取决于这一道工序。
1.选择配料流程和配料设备
各种耐火制品的配料参数,配料设备和配料流程有所不同,无论选哪一种制品的配料设备和配料流程时应考虑以下几个方面:
(1)极限粒度,所选定的颗粒极限粒度的大小,直接影响到制品的抗热性、抗侵蚀性和外形尺寸的完好性。一般制砖料的极限粒度直为2.5~3.55mm;不烧制品为8~12mm;焦油白云石砖或焦油镁砖为35mm。
(2)配料比,配料比主要是指颗粒级配,为达到制品*大紧密堆积,一般采用两头大、中间小的颗粒级配,并且相邻两种粒径比为6~7。当生产**制品时宜选用间断粒度配料,一般制品可选用连续粒度配料。细粉用量35%~40%。要注意的是物料在混合过程中会发生再破碎的现象,细粉量大约能增加5%左右。
(3)废砖的利用,为降低生产成本,应尽可能利用部分废砖代替原料(含熟料),一般以细粉方式掺入配料。按制品质量及使用要求废砖掺入量一般控制在5%~20%之内,*多不超过30%。
(4)结合剂,主要指纸浆废液、泥浆、石灰乳、水、水玻璃、磷酸及磷酸盐、硫酸盐、中温沥青等。除了纸浆废液、泥浆、石灰乳等作为烧成制品的结合剂外,其余多用于不烧制品。结合剂要求的加入量,一般按配料量的百分比计算,如烧成制品为1%~3%,不烧制品为5%~8%。
(5)配料方式,所选用的配料方式和配料设备应能满足各种物料允许称量误差的要求,称量范围能适应泥料配比的变化要求,配料设备必须适应混合设备的操作要求。配料方式应尽可能做到先粗后细、先熟后生的加料顺序,使泥料获得均匀的混合。
(6)所选用的配料流程和配料设备力求操作可靠,便于实现自动化。
(7)配料仓,所设计配料仓的几何尺寸,应尽量减少颗粒偏析的发生,每个配料仓的贮量按料仓实际贮量的70%计算。配料仓的数量除应满足存放配料时所用的全部品种外,还应适当增设1~3个作为机动料仓。
配料工序和混合工序之间的泥料运输方式,配料设备和混合设备联合组成为机组等方面,都要影响到配料仓的布置。当产品品种稳定,而产量又大时,一般采用配料设备和混合设备组成机组的配料方式,配料仓的布置为“田”字形。每一个机组只配一种级别的泥料。当要求配两种以上的泥料时,配料不受配料仓位置的限 制,配料仓采用单列或双列的型式布置。
2.不同配料方式和配料设备的比较
常见配料方式和配料设备,见表4-1。配料有重量配料和容积配料两种,重量配料比容积配料准确。机械杠杆秤可以称量单一品种或多种品种,也可以累积称量,宜用于中小型厂或称量不频繁的部位。电子秤与机械秤比较,其特点是体积小、重量轻、结构简单,安装使用方便,称量精度较高(小于0.5%)、性能稳定。宜用于生产品种稳定、生产管理水平和自动化程度较高以及机修力量较强的大型厂。常见的有DCZ-1型系列电子秤、GGP-01型带式输送机电子秤,XSP型光电秤等。由于配料车的防尘难以处理,而且不能满足加料顺序的要求,使它的应用受到一定限 制。为克服上述的缺点,目前我国设计出一种新型微机控制电子称量车(车上设有大小两个不同容量的料斗,称量精度可达0.5%)。
表4-1常用配料方式和配料设备
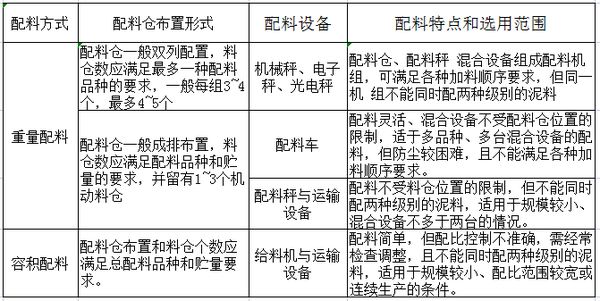
为保证物料称量准确,选用称量设备时应考虑设有调节给料量的设施(变速给料),即物料称量接近终点时,由原先快速给料转换为慢速给料。
混合
生产耐火制品时,按照配比称量的各组分物料需要充分混合,制成质地均匀、致密及具有一定塑性的泥料。
1.影响混合流程和混合设备选型的因素
泥料的混合和混合设备有许多种类,在选型时应考虑以下几个因素:
(1)泥料质量。泥料质量主要是指泥料的粒度组成和水分。泥料质量配料的粒度级别、配料比、混合设备、混合时间和加料顺序等有关。混合时间的长短与生产的砖种砖型和选用的成型设备有关。混合时间的决定应有利于提高泥料的均匀性和可塑性又不引起颗粒再破碎。一般地说,可塑性和结合性较差的泥料,**制品以及不烧制品,混合时间为10~20min以上。加料顺序应有助于泥料混合均匀及减少细粉料的结球。为此,常采用先粗后细,先干后湿的加料顺序。所选用的混合流程和设备应能保证泥料的质量。
(2)混合工序的产量。混合工序所选用的混合设备的生产能力,应能满足由物料平衡计算算出该工序所要加工的混合量,同时还要考虑泥料的品种、不合格泥料和成型废坯两者返回混合的物料量,这些废泥料约占总混合量的10%。
(3)操作的自动控制。所选的混合流程,应力求便于实现自动化。
(4)泥料的运输方式。所选的泥料运输方式,应力求距离短、占地面积小、减少泥料运输过程中倒运的次数。常见的泥料运往成型车间的运输方式是:泥料箱——桥式起重机,胶带式输送机,手推轻轨车或无轨小车。
在配料混合流程中,混合设备的混合周期要比配料称量操作时间长,这样称量好的物料可用输送设备或溜管直接送入混合设备。但有时由于设备选型的具体原因,混合设备台数多于称量设备,或混合泥料的种类多,往往在混合设备前考虑设置料仓用于缓冲给料的作用,仓内物料通过仓底的给料设备或溜管,进入混合设备。
若泥料中夹杂着铁质或铁块,将会降低制品质量。因此,除在破粉碎机中注意防止铁件掉入和采用原料拣选措施外,在设计上必须考虑在混合设备前后工序设置铁件隔离装置,常用的是电除铁装置,以除去混进泥料中的铁质。
混合工序内一般应设置检修起吊设备,起重设备的起重量应和需要被起吊的*重部件的重量相适应。
2.不同混合流程和混合设备的比较
不同混合流程和混合设备的比较如下:
(1)机械成型泥料的混合设备有下列两种型式:
1)间断操作混合设备:湿碾机、混砂机、单轴搅拌机、双轴搅拌机、卧式强制搅拌机。
2)连续操作混合设备:单轴搅拌机和双轴搅拌机。
连续操作混合设备比间断混合设备具有较高的产量而且便于实现自动化,但泥料质地松散、均匀性差,宜用于产量大的标、普型砖。为弥补上述的缺点,混料时往往是将2台或3台双轴搅拌机串成机组使用。
间断操作混合设备的产量比连续混合设备的低,工艺流程复杂但操作灵活,便于控制泥料质量。用湿碾机混合的泥料质地均匀并且捏合力较强,因此,湿碾机广泛应用于耐火厂。近年来,我国自行设计制造一种750型行星式馄合机。经生产实践证明,它具有机械性能良好、结构轻巧、拆卸容易、维修使用方便,物料搅拌均匀、保证颗粒棱角、泥料质量好、生产效率高、能源消耗低、设备单价低,而且设备密封好、噪声小,环保卫生好等优点,该机是当前国内混练方面较为先进的设备。单轴搅拌机或双轴搅拌机多用于搅拌焦油镁质材料,而混合粘性较大,均匀性要求不严的泥料,选用强制搅拌机较适宜。
(2)振动成型或手工成型泥料的混练,由于这类成型泥料的水分较大,采用二段混练方式,即物料先经湿碾机混练后,再经搅拌机混练。当用湿碾机制备粘土质或高铝质的泥料时,设计时往往在湿碾机后设置筛子,以防形成泥团的泥料进入成型机。这种混合流程的布置比较复杂。
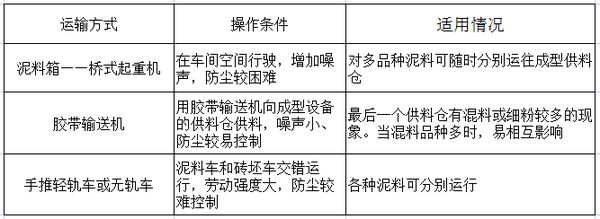
(3)混好的泥料运往成型车间的输送方式,大体上有3种,见表4-2。
表4-2泥料运输方式
-
下一篇:耐火制品砖坯的成型